

.webp?x-oss-process=image/resize,w_800/quality,q_100)

.webp?x-oss-process=image/resize,w_800/quality,q_100)
.webp?x-oss-process=image/resize,w_800/quality,q_100)
Biomass Pyrolysis: Slow Pyrolysis Systems for Biochar Production | Pyrogreen
Aug 12, 2025
Biomass Pyrolysis: Slow Pyrolysis Systems for Biochar Production | Pyrogreen

Biomass Pyrolysis: A Technical Guide to Slow Pyrolysis Systems and Biochar Production
Definition: Biomass pyrolysis is a sophisticated thermochemical process that facilitates the carbon-neutral conversion of organic waste into high-value products. This reaction occurs in an oxygen-limited or completely anaerobic environment, preventing combustion and instead triggering the thermal cracking of biomass polymers—specifically cellulose, hemicellulose, and lignin. The process yields three primary outputs:
1. Biochar: A stable, carbon-rich solid material characterized by high porosity and surface area, ideal for long-term soil amendment and permanent carbon sequestration.
2. Tar (Bio-oil): A dense liquid by-product containing complex hydrocarbons that can be processed into bio-oil or chemical feedstocks.
3. Syngas: A renewable energy gas primarily composed of Hydrogen (H2), Carbon Monoxide (CO), and Methane (CH4), capable of sustaining the system's thermal requirements.
Pyrogreen's slow pyrolysis systems are specifically engineered to optimize these yields, providing an industrial-grade solution for reducing CO2 emissions while transforming agricultural residues into carbon-negative biochar.
The Thermodynamics of the Biomass Pyrolysis Process
The conversion of biomass into biochar is a multi-stage process involving both endothermic and exothermic reactions. Controlling the pyrolysis temperature range at each stage is critical for determining the physical integrity and chemical stability of the final char.
| Step | Temperature Range | Key Chemical Reactions | Structural Changes |
|---|---|---|---|
| Drying Phase | 100–150°C | Physical moisture evaporation | Wet biomass → Dry feedstock (essential for energy efficiency) |
| Pre-carbonization | 150–300°C | Hemicellulose decomposition | Releases CO2, acetic acid, and light volatiles; biomass begins to darken. |
| Core Pyrolysis | 300–600°C | Cellulose and lignin breakdown | Produces biochar (solid skeleton), tar (liquid vapors), and syngas. |
| Stabilization | <100°C | Reaction termination | Biochar cooling through water-cooled conveyors to prevent auto-ignition. |

Classification of Pyrolysis Technologies: Parameters for Success
A. Classification by Pyrolysis Conditions
The efficiency of a biomass carbonization plant depends on three primary variables: heating rate, temperature, and residence time. Understanding these parameters is key to achieving optimal biochar properties.
(1) Slow Pyrolysis (The Gold Standard for Biochar)
Slow Pyrolysis is specifically optimized for high-quality biochar production. This method utilizes low heating rates (typically below 10°C/min or <400°C in batch contexts) and maintains the peak temperature for extended periods (hours to days). The long slow pyrolysis residence time ensures complete aromatization of carbon, making it the preferred choice for carbon sequestration projects. This process is also widely known as biomass carbonization.
(2) Conventional Pyrolysis
Conventional systems operate at temperatures below 500°C with moderate heating rates. With a vapor residence time of 0.5–5 seconds, the technology balances the output, yielding gas, liquid, and solids in roughly equal proportions. While versatile, it is less specialized for high-carbon biochar compared to slow systems.
(3) Fast Pyrolysis
In fast pyrolysis, finely ground biomass is subjected to ultra-high heating rates and extremely short residence times (usually less than 2 seconds). This "flash" process undergoes instantaneous gasification to maximize liquid bio-oil yield (up to 75% of input mass), leaving biochar as only a minor byproduct.
B. Classification by Operation Mode
(1) Batch Pyrolysis Reactor
A batch pyrolysis reactor handles feedstock in isolated production cycles. Each batch follows a sequential process: loading, preheating, reaction, cooling, and unloading. While flexible for processing small quantities or varying feedstock types, batch systems are energy-intensive due to the need to reheat the reactor shell for every cycle. They also require higher manual labor and have limited throughput for industrial needs.
Working Principle: Single feedstock load → Sealed oxygen-free heating → Product retrieval after cooling.
(2) Semi-Continuous Pyrolysis Reactor
Semi-continuous systems bridge the gap between batch and fully continuous units. They allow for feedstock input without a full system cooldown, significantly minimizing energy waste. The enclosed feeding and discharge processes enhance environmental safety by reducing exhaust leakage and improving production efficiency compared to traditional batch methods.
(3) Fully Continuous Pyrolysis Reactor
Engineered for industrial-scale deployment, fully continuous systems utilize PLC-controlled automation. These reactors integrate feeding, reaction, and residue discharge into one seamless flow. By maintaining a constant thermal environment, they optimize the pyrolysis heating rate and ensure uniform residence time, resulting in consistent, high-quality biochar at a lower energy cost.
Explore Pyrogreen Fully Automatic Solutions: Screw Conveyor Systems | Rotary Kiln Systems
How Does a Pyrolysis System Work? (Pyrogreen Engineering)
PyroGreen: Specialized in Slow Pyrolysis Technology
Pyrogreen specializes in slow pyrolysis carbonization and torrefaction pretreatment, delivering high-efficiency, eco-friendly solutions that convert biomass into energy and high-value biochar.
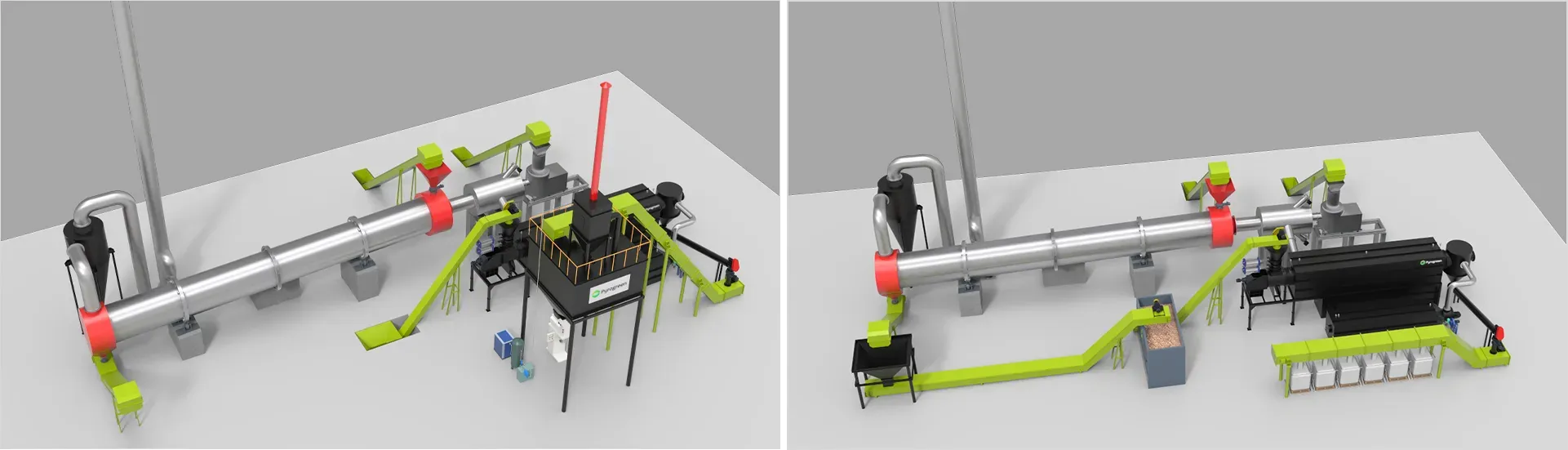
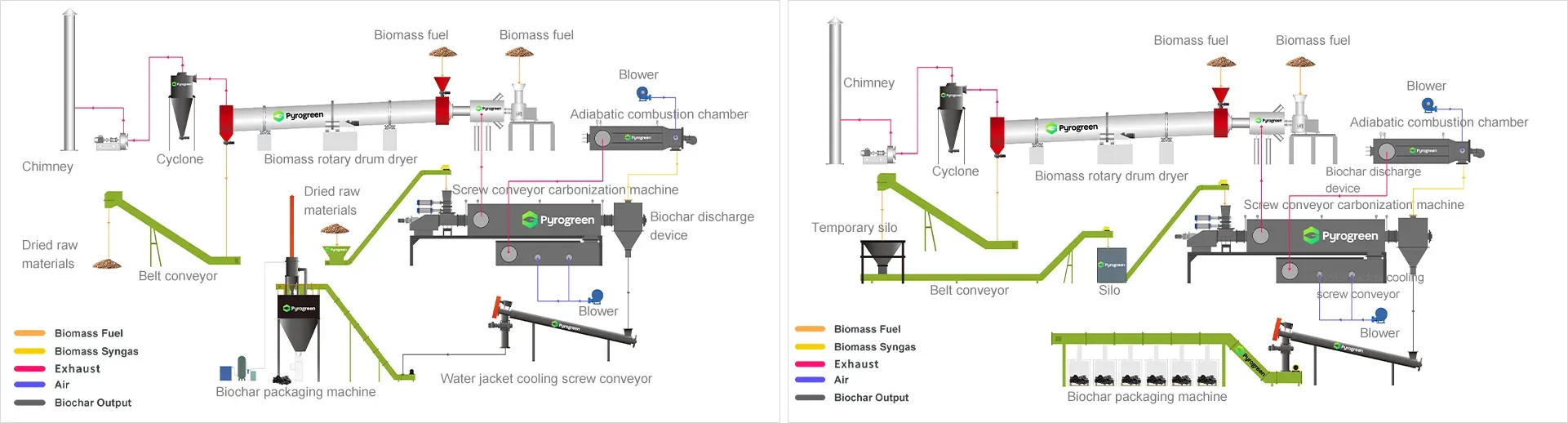
1. Screw Conveyor Carbonization System
In this configuration, biomass feedstock is moved through an oxygen-free carbonization reactor by a precision screw conveyor. This design allows for exact adjustment of the material movement speed, ensuring the ideal slow pyrolysis residence time for different biomass types.
Process: Biomass Entry → Thermal Decomposition → Hot gases routed to waste heat boiler → Biochar cooled via water-cooled screw conveyors → Final discharge.
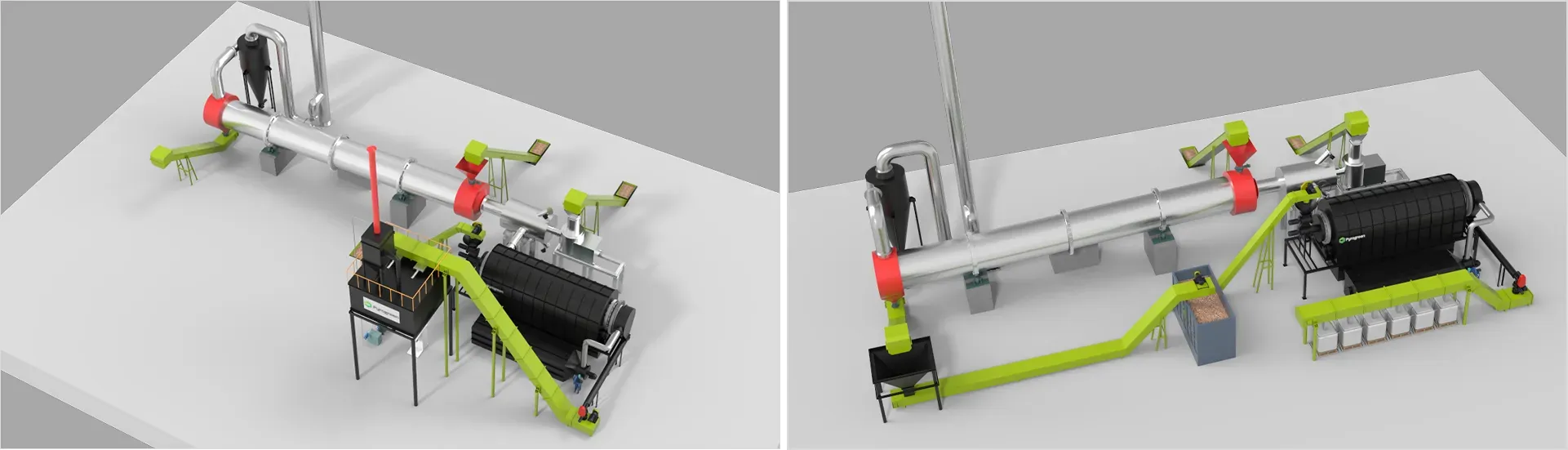
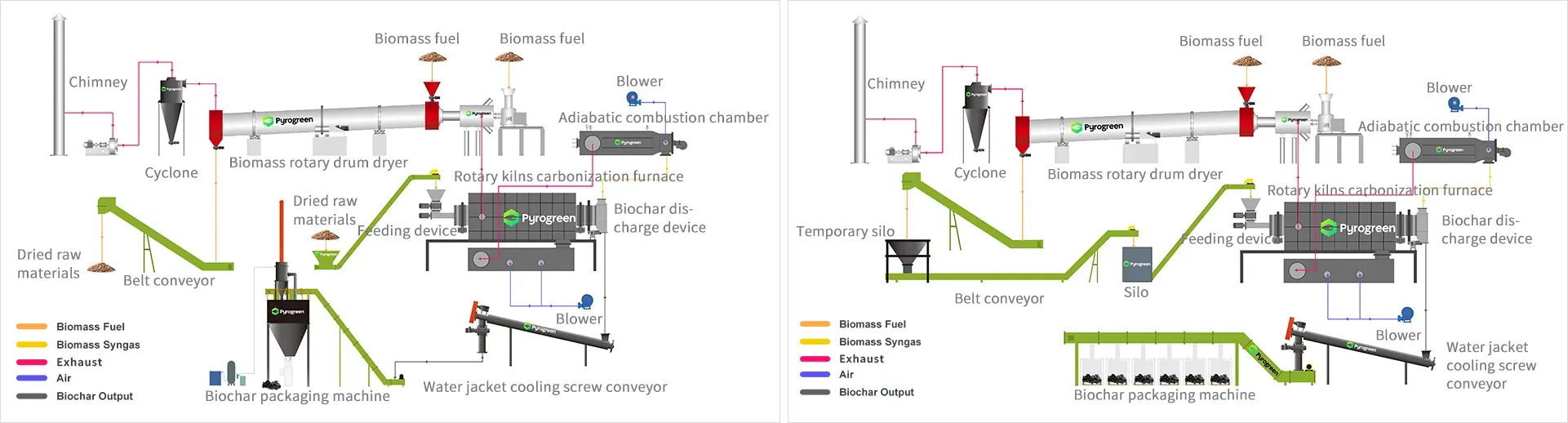
2. Rotary Kiln Carbonization System
The rotary kiln system is the workhorse of industrial biochar production. The rotating motion of the drum ensures that every biomass particle is evenly exposed to heat, leading to highly uniform carbonization.
Process: Biomass fed into rotating kiln → Indirect heating by combustion chamber → Induced draft fan control for exhaust management → Biochar cooled via water-cooled scraper conveyor.
3. Updraft Fixed Bed Carbonization System
An updraft fixed bed carbonizer is specifically designed to handle materials like wood chips, bamboo chips, and coconut shells. It converts biomass under a lean oxygen atmosphere into biochar and combustible gas, which can be piped to heat supply systems as gas fuel.
| Feeding | Raw materials (wood chips/rice husks) enter via belt conveyor into the decomposition furnace. | 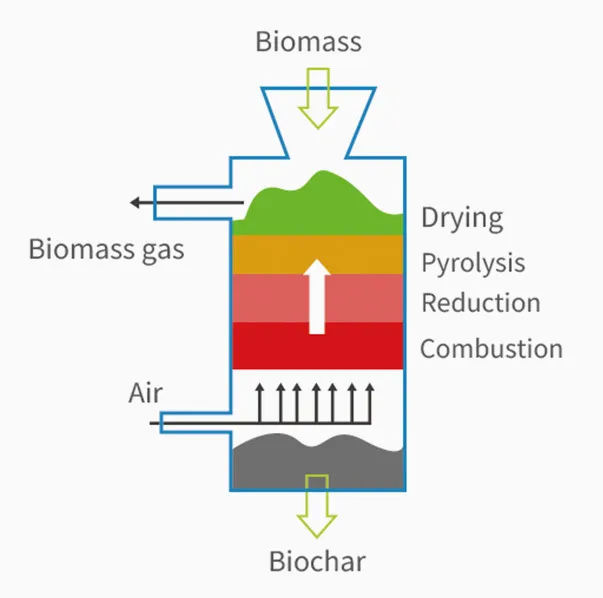 |
| Gas Treatment | Pyrolysis gases pass through a cyclone dust collector; combustible components are oxidized in the furnace. | |
| Product Cooling | Hot biochar is stabilized by a water-cooled screw conveyor and a cooling tower system. |
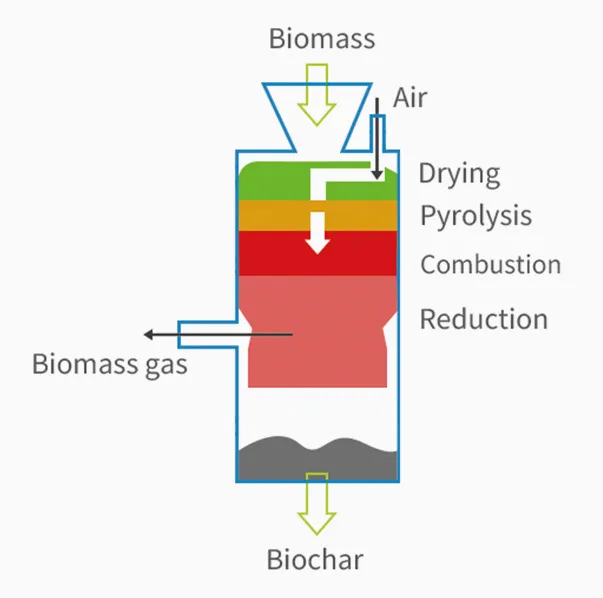
4. Downdraft Fixed Bed System (DFBC-BC-S)
Employing downdraft fixed-bed gasification technology, this system converts biomass into biochar and syngas while achieving maximum thermal energy recovery. The material undergoes a unique four-zone reaction:
| Drying Zone (Top) | Feedstock is heated to evaporate moisture (100-150°C). | 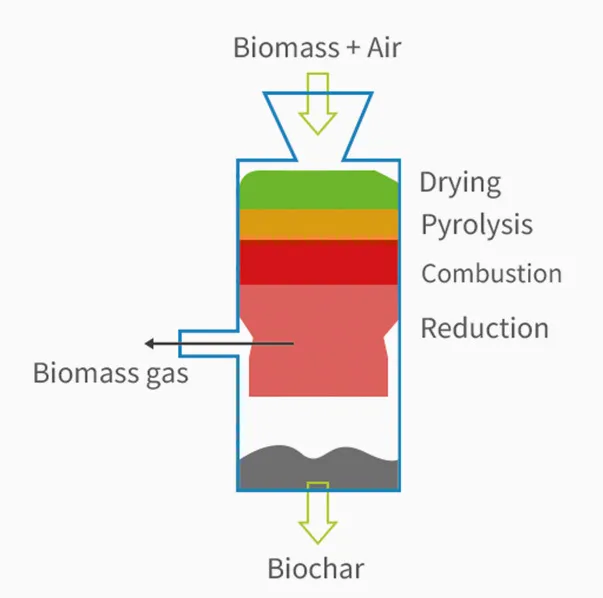 |
| Pyrolysis Zone | Biomass decomposes into biochar, tar, and combustible gas (300-600°C). | |
| Oxidation Zone | Controlled oxygen supply facilitates partial combustion, generating heat to sustain the process. | |
| Reduction Zone | High-temp gases react with charcoal to produce clean gas rich in CO and H2. |
5. Downdraft System for Industrial Steam (DFBC-BC-B)
Designed for large-scale agricultural residue processing, this system burns syngas in an adiabatic furnace. The resulting heat is exchanged in a waste heat boiler to produce steam or hot water for residential or industrial applications, creating a truly circular energy model.
Core Applications of Pyrolysis Products
The outputs of the biomass pyrolysis process are critical commodities in the transition to a sustainable economy.
| Application | Specific Use | Key Benefits |
|---|---|---|
| Soil Amendment | Biochar for agriculture | Improves water retention, reduces nutrient leaching, and enhances soil fertility. |
| Construction | Biochar in concrete | Increases compressive strength and facilitates the creation of "carbon-negative concrete." |
| Industrial Fuel | Syngas for boilers | Replaces fossil fuels in heating systems, significantly cutting carbon footprints. |
| Carbon Sequestration | Carbon Credit Asset | 1 ton of biochar sequestered ≈ 3 tons of CO2 removed; qualifies for voluntary carbon markets. |
The Logic of Carbon Sequestration
Pyrolysis is recognized as a leading Negative Emission Technology (NET). While natural decomposition or combustion releases the carbon stored in plants back into the air as CO2, slow pyrolysis locks it into a solid crystalline form. By optimizing residence time and temperature, we ensure the carbon remains stable in the soil for 1,000+ years.
Join the Pyrogreen Mission
Transform your organic waste into renewable energy and carbon-negative assets.
Contact our engineering team for a technical consultation.
CONTACT US
Contact US
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.